一站式热流道系统服务
集热流道设计、生成、和研发于一体
一站式热流道系统服务
集热流道设计、生成、和研发于一体
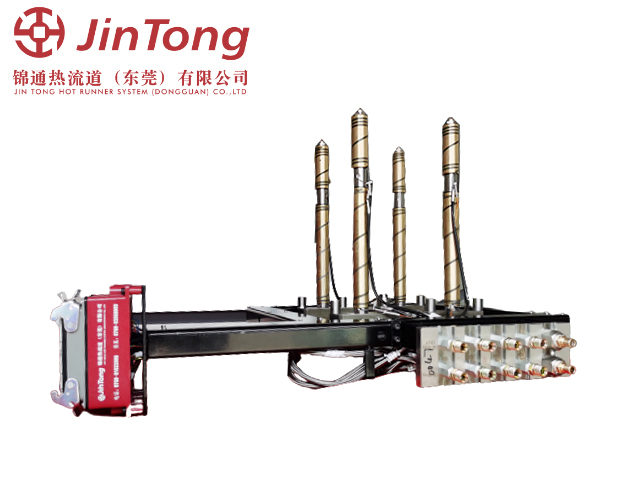
热流道是在注塑成型加工时对流道部分进行加热熔融,从而在不排出废料的情况下完结成型加工的办法。至于热流道的结构,已有各种不同结构被实际使用到加热以及注塑办法中。
主要的热流道构造与特性如下所示。
开放式浇口结构
将喷嘴温度操控在恒温。
结构简洁且构成部件较少。
温度操控需求经历。
浇口部位易于固化。
根据树脂品种不同,浇口部分或许易于拉丝。
ON−OFF操控结构
注塑时对浇口进行加热,注塑结束时对浇口进行冷却。
结构较为简略。
温度调理简略。
浇口密封良好。
需求运用专用热电偶。
加热边缘浇口结构
浇口部位在模具开模时被堵截。
结构较为简略。
浇口不易固化。
不会产生拉丝。
其使用受到模具形状的约束。
阀门浇口结构
利用阀针强制操控浇口的开闭。
浇口密封是选用机械密封,所以妥善可靠。
易于进行成型条件操控。
阀针的开闭驱动需求有动力源。
有必要进行阀针的滑动保养管理。
结构复杂,进行模具设计需求具有经历。
价格昂贵。
上一篇:廊坊开放式热流道系统介绍 下一篇:廊坊注塑机与热流道模具有什么关系
锦通热流道 (东莞) 有限公司
电话:0769-81023506
传真:0769-83568989
网址:www.jintongrld.com
邮箱:jintong_rld@163.com
地址:东莞市桥头镇禾坑村禾石路108号B栋一楼


公众号二维码